在庫管理術
CCPとは?意味・設定方法・HACCPとの関係を食品製造業向けにわかりやすく解説

「CCPを設定しなければならないが、どの工程が対象になるのかわからない」「HACCPとCCPの違いが整理できていない」——食品製造・加工の現場担当者や管理者から、こうした声をよく耳にします。
CCPとは、食品の安全を守るために製造工程の中で「ここだけは確実に管理しなければならない」ポイントを指します。正しく設定・運用することで、食中毒や異物混入などのリスクを科学的・体系的に防ぐことができます。
本記事では、CCPの定義・HACCPとの関係・設定手順・具体例・運用上の注意点、そしてCCP管理に伴う現場工数をどう削減するかまで、食品製造業の実務に即した形で解説します。
この記事でわかること
- CCPの定義と語源
- HACCPとCCPの関係(HA・PRP・OPRPとの違いも含む)
- CCPの設定手順(決定樹の使い方)
- 食品別のCCP具体例(加熱・金属検出など)
- CCP管理に伴う記録・モニタリング工数の削減方法
「食品工場の在庫・衛生管理を自動化する資料をダウンロード(無料)」 ↓

CCPとは?定義をわかりやすく解説
👉 このパートをまとめると!
CCPとは「Critical Control Point(重要管理点)」の略で、食品製造・加工工程において危害を確実に防止・除去・低減できる最も重要な管理ポイントです。科学的根拠に基づいて設定し、継続的にモニタリングすることが求められます。
CCPの語源と意味
CCP(シーシーピー)は以下3つの英単語の頭文字をとったものです。
-
Critical(重要な・決定的な)
-
Control(管理する)
-
Point(ポイント・工程)
日本語では「重要管理点」または「必須管理点」と訳されます。
食品の製造・加工工程には原材料の受け入れから出荷まで、数多くの工程が存在します。その中でも「ここで管理を怠ると、消費者に危害が及ぶリスクが直接発生する」工程をCCPと呼びます。
CCPが必要な理由
食品製造の現場には、生物的・化学的・物理的という3種類の危害要因(ハザード)が潜んでいます。これらすべての工程を同じ強度で管理しようとすると、現場の負担が膨大になります。
CCPを特定することで、本当にリスクの高い工程に管理リソースを集中させ、効率的かつ確実に食品の安全を確保できます。
HACCPとCCPの関係
👉 このパートをまとめると!
HACCPは「危害要因分析(HA)」と「重要管理点(CCP)」の2つで構成されます。CCPはHACCPシステムの核心部分であり、HAで特定した重大な危害を管理するための工程です。
HACCPとは
HACCP(ハサップ)は「Hazard Analysis and Critical Control Point」の略で、食品の安全性を確保するための国際的な衛生管理手法です。
日本では2021年6月の食品衛生法改正により、食品を取り扱うほぼすべての事業者にHACCPに沿った衛生管理が義務化されています。
(詳しくは「HACCPとは?義務化・7原則・実務記録ポイントを徹底解説」をご参照ください。)
HAとCCPの関係
HACCPは大きく2つのプロセスで構成されます。
| プロセス | 内容 |
|---|---|
| HA(危害要因分析) | 原材料の受け入れから出荷までの全工程で、生物的・化学的・物理的危害要因をすべて洗い出し、重要度を評価する |
| CCP(重要管理点) | HAで特定した重大な危害を確実に防止・除去・低減できる工程を決定し、管理基準・モニタリング・是正措置を定める |
CCPはHACCPプランの中核であり、「どこで・何を・どのように・どのくらい管理するか」を具体的に定めるものです。

PRP・OPRPとCCPの違い
👉 このパートをまとめると!
食品安全管理には3層の管理枠組みがあります。CCPは最も厳格な管理が求められる層です。PRP・OPRPとの違いを正しく理解することで、管理工数を最適化できます。
HACCPシステムでは、食品安全管理を以下の3層で捉えます。
| 管理枠組み | 正式名称 | 概要 | 管理の厳格さ |
| PRP | 前提条件プログラム | 施設の清掃・害虫防除・従業員衛生教育など、製造環境を安全に保つための基本的衛生管理 | 低 |
| OPRP | 運用前提条件プログラム | PRPとCCPの中間。科学的モニタリングが必要だが、CCPほど厳密な管理基準は不要な工程 | 中 |
| CCP | 重要管理点 | 特定の危害を確実に防止・除去・低減できる最重要工程。管理基準・モニタリング・是正措置・記録がすべて必須 | 高 |

OPRPについて詳しくは「OPRPとは?PRP・CCPとの違いと食品工場での設定・管理を効率化する方法」をご参照ください。
CCPとOPRPの判別ポイント
「この工程はCCPかOPRPか」の判断が実務では難しいケースがあります。基本的な考え方は以下のとおりです。
-
CCP:その工程でしか危害を除去・低減できない(後工程では対処不可)
-
OPRP:後工程または他の管理手段で補完できる
CCPの設定手順(7原則12手順における位置づけ)
👉 このパートをまとめると!
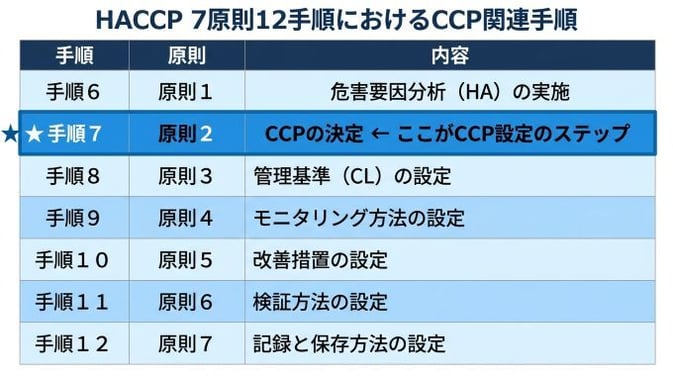
CCPの設定はHACCPの「7原則12手順」の手順7(原則2)に該当します。決定樹(デシジョンツリー)を用いて科学的に判断します。
ステップ①:全工程のフローダイアグラムを作成する
原材料の受け入れから製品の出荷まで、すべての製造工程を洗い出してフロー図に整理します。各工程に番号を振り、後の分析で参照しやすくします。
ステップ②:危害要因分析(HA)を実施する
各工程で発生しうる危害要因(ハザード)を洗い出し、発生可能性と重篤性を評価します。
危害要因は3種類に分類されます。
-
生物的危害要因:食中毒菌(サルモネラ、リステリアなど)、ウイルス(ノロウイルスなど)
-
化学的危害要因:残留農薬、アレルゲン、洗浄剤の残留など
- 物理的危害要因:金属片、ガラス、骨片などの異物混入
ステップ③:決定樹(デシジョンツリー)でCCPを判定する
コーデックス委員会(国連食糧農業機関FAOと世界保健機関WHOが合同で設立した国際食品規格策定機関)が示す「決定樹」に沿って、各工程がCCPかどうかを判定します。
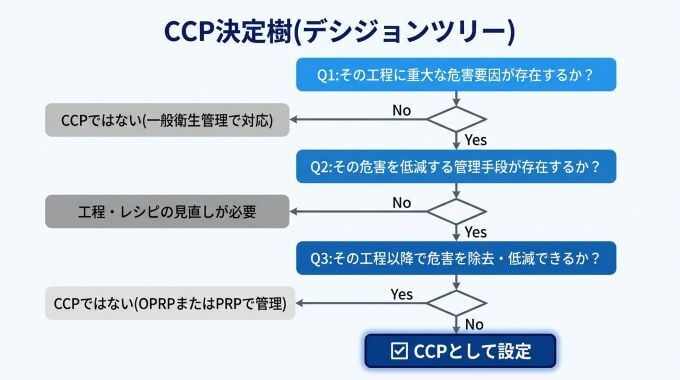
主な判断の流れは以下のとおりです。
- ①その工程に重大な危害要因が存在するか? → No:CCPではない
- ②その危害を許容レベルまで低減する管理手段が存在するか? → No:工程またはレシピの見直しが必要
- ③その工程以降で危害を除去・低減できるか? → Yes:CCPではなくOPRPまたはPRPで管理
- ④その工程でのみ管理できる → CCPとして設定
ステップ④:管理基準(CL:Critical Limit)を設定する
CCPとして決定した工程には、管理基準(CL)を数値で設定します。
-
加熱工程の例:「中心温度75℃以上、1分間以上の加熱」
-
金属検出工程の例:「Fe φ2.0mm、Sus φ3.0mm以上の金属を検出・排除」
管理基準は科学的根拠に基づき、「測定可能・客観的・明確」である必要があります。
ステップ⑤:モニタリング方法を定める
管理基準が守られているかを継続的に確認するための方法・頻度・担当者を決めます。モニタリング結果は必ず記録します。
ステップ⑥:是正措置・検証・記録方法を定める
管理基準を逸脱した場合の対応(製品の廃棄・再加熱など)、HACCPプラン全体の有効性を確認する検証方法、そして記録の保管方法・保管期間を定めます。
💡 専門家の視点からアドバイス:現場運用の落とし穴
決定樹を使ってCCPを判定する際、「念のためCCPにしておこう」という判断が現場では起きがちです。CCPを増やすほどモニタリング・記録の負担が増し、管理が形骸化するリスクが高まります。「本当にこの工程でしか管理できないか」を冷静に問い直すことが、実効性のあるHACCPプラン構築の第一歩です。

食品別のCCP具体例
👉 このパートをまとめると!
CCPは食品の種類・製造工程によって異なります。代表的な工程として「加熱処理」と「金属探知機検査」がCCPとして設定されるケースが最も多くあります。

加熱処理(最も一般的なCCP)
食肉加工・弁当・惣菜・乳製品など、多くの食品で加熱工程がCCPとなります。
| 食品 | 主な危害要因 | 管理基準例 |
|---|---|---|
| 食肉加工品(ハム・ソーセージ ) | 病原微生物(サルモネラ等) | 中心温度63℃・30分以上、または75℃・1分以上 |
| 弁当・惣菜 | 食中毒菌 | 中心温度75℃・1分以上(ノロウイルス対応は85〜90℃・90秒以上) |
| 牛乳・乳製品 | 病原菌 | 63℃・30分(低温殺菌)または72℃・15秒以上(HTST ) |
金属探知機・X線検査
異物混入のリスクがある製品全般でCCPとして設定されます。
| 管理基準例 | 内容 |
|---|---|
| 管理基準例 | Fe φ2.0mm、Sus φ3.0mm、Non-Fe φ2.5mm |
| テストピースによる動作確認 | 製造開始時・製造中(一定頻度)・製造終了時に実施 |
| 排除確認 | 検出品が確実に排除・隔離されたことを記録 |
冷却工程(急速冷却)
加熱後の急速冷却が危害防止に必須な食品では、冷却工程がCCPになる場合があります。
| 食品 | 管理基準例 |
|---|---|
| 調理済み食品 | 加熱後2時間以内に10℃以下、または90分以内に21℃以下に冷却 |
pH管理・水分活性管理
発酵食品・酢漬け・乾燥食品などで設定されます。
| 食品 | 危害要因 | 管理基準例 |
|---|---|---|
| 酢漬け食品 | 腐敗菌・病原菌 | pH4.6以下 |
| 乾燥食品 | カビ・菌の増殖 | 水分活性0.85以下 |
CCP管理でよくある課題と運用のポイント
👉 このパートをまとめると!
CCP管理では「CCPの過剰設定」「記録の形骸化」「管理基準の根拠不足」の3つが現場でよく起きる課題です。
課題①:CCPを多く設定しすぎる
「念のため」という意識からCCPを増やしすぎると、モニタリング・記録の負担が増え、管理が形骸化するリスクがあります。
対策: 決定樹を正しく活用し、「本当にその工程でしか管理できないか」を厳密に判断する。OPRPやPRPで対応できる工程はCCPに含めない。
課題②:モニタリング記録が手作業・紙ベースで形骸化する
温度記録・金属検出記録などを紙や手書きで管理していると、記録漏れ・転記ミス・改ざんリスクが生じます。記録が形骸化すると、検査機関からの指摘や食品事故時のトレーサビリティ問題につながります。
対策: 温度センサの自動記録・デジタル帳票の活用。記録業務の自動化が有効です。
課題③:管理基準の科学的根拠が不明確
「以前からこの温度で管理していた」という慣習的な設定ではなく、厚生労働省や業界団体のガイドライン・科学文献に基づく設定が求められます。
対策: 管理基準の設定根拠を文書化し、HACCPプランに記載する。
💡 専門家の視点からアドバイス:現場運用の落とし穴
CCPの数は少ないほど良いとは限りませんが、管理できる数に絞ることが重要です。「管理しきれないCCP」は食品安全上のリスクになります。自社の管理体制・人員・設備を踏まえた現実的な設定を心がけましょう。
CCP管理に伴う工数を削減する方法
👉 このパートをまとめると!
CCP管理に伴うモニタリング・記録・原材料在庫確認の工数は、IoTによる自動化で大幅に削減できます。特に「CCPで使用する原材料・副資材の欠品リスク管理」は見落とされがちな課題です。
CCP管理と在庫管理の関係
加熱処理や金属検出といったCCP工程を安定的に運用するためには、その工程で使用する原材料・消耗品・副資材が欠品しないことが前提条件です。

たとえば、以下のようなケースがCCP工程の安定稼働を阻害します。
-
金属探知機のテストピースの在庫切れ → 始業時の動作確認ができない
-
加熱工程に必要な包装資材の欠品 → 工程の一時停止
- pH調整剤・保存料の残量不足 → 管理基準を満たせないリスク
SmartMat Cloudが食品製造現場のCCP管理を支援する3つのポイント
SmartMat Cloudは、原材料・副資材・消耗品を「置くだけ」でリアルタイム自動計測するIoT在庫管理サービスです。食品製造現場のCCP管理において、以下の形で貢献します。
① CCP関連消耗品の欠品をリアルタイム検知
テストピース・洗浄剤・pH調整剤など、CCP管理に不可欠な消耗品の在庫が発注点を下回った瞬間に自動アラートを送信。突然の欠品によるCCP工程の停止を防ぎます。
② 原材料の実在庫を自動把握
食品工場では粉体・液体・不定形の原材料も多数存在します。SmartMatは重量から残量を自動計測するため、バーコード管理が難しい原材料もリアルタイムで把握できます。(詳しくは「食品製造業のDXとは?現場の「不定貫・液体」管理を自動化し利益を生む仕組み」をご参照ください。)
③ 在庫確認工数をゼロにして衛生管理業務に集中
毎日の目視確認・手書き記録・エクセル転記が不要になり、担当者がCCP管理・モニタリング記録など付加価値の高い業務に集中できます。
食品製造業でのSmartMat Cloud活用事例については「食品製造業の在庫管理|課題・効率化するために必要なDXと成功事例」もあわせてご覧ください。

SmartMat Cloud 導入事例:CCP管理の現場改善につながった変化
👉 このパートをまとめると!
CCP工程に関わる原材料・消耗品・試薬の在庫管理を自動化することで、欠品リスクの解消と管理工数の削減を同時に実現した事例を紹介します。
事例① 協和キリン株式会社|培地管理の欠品リスクを解消し、試験業務に集中できる環境を実現
-
課題: 培地(バイオ試薬)の在庫管理を手作業で行っていたため、欠品リスクと廃棄ロスが常に発生していました。品質管理上クリティカルな試薬が欠品すると、試験工程そのものが停止するリスクを抱えていました。
-
SmartMat Cloud導入後:残量をリアルタイムで自動把握し、欠品・過剰在庫を同時に解消。担当者が本来の試験・品質管理業務に集中できる環境を実現しました。CCP管理に関わる原材料・試薬の在庫を自動化した好例です。
💡 このケースの教訓
品質管理上クリティカルな試薬や消耗品こそ、在庫の「見える化」が最重要です。欠品に気づいてからでは工程停止は避けられません。
事例② 住友ベークライト株式会社 静岡工場|毒劇物の重量測定・紙記録を自動化し、衛生管理業務の負担を大幅削減
-
課題:化学品製造現場で義務付けられる毒劇物の在庫管理・記録業務を紙と手作業で行っており、確認・記録・報告の工数が大きな課題でした。在庫状況をリアルタイムで把握できず、欠品による生産への影響リスクも高い状態でした。
-
SmartMat Cloud導入後:重量計測と記録が自動化され、法令対応に必要な管理記録の精度と効率が同時に向上。食品製造のCCP記録管理と同様の課題を抱える現場に参考になる事例です。
💡 このケースの教訓
「記録の自動化」は単なる工数削減にとどまりません。記録精度の向上がトレーサビリティの強化につながり、検査・監査対応の信頼性を高めます。
CCPに関するよくある質問(FAQ)
Q. CCPは必ず設定しなければなりませんか?
A. HACCPに基づく管理では、危害要因分析の結果「重大な危害を管理できるCCPが存在する」と判断された場合はCCPの設定が必要です。ただし、すべての製品・工程にCCPが存在するわけではなく、一般衛生管理(PRP)で対応できるケースもあります。小規模事業者向けの「HACCPの考え方を取り入れた衛生管理」では、簡略化されたアプローチが認められています。
Q. CCPの数はいくつが適切ですか?
A. 食品・製造工程によって異なりますが、一般的には1〜3程度のCCPを設定するケースが多いです。重要なのは「数」ではなく「確実に管理できること」です。CCPを増やしすぎると管理負担が増し、形骸化するリスクがあります。
Q. CCPとOPRPはどう使い分ければいいですか?
A. 「その工程でしか危害を除去・低減できない」場合はCCP、「後工程や他の管理手段で補完できる」場合はOPRPが適しています。詳しくは「OPRPとは?PRP・CCPとの違いと食品工場での設定・管理を効率化する方法」をご参照ください。
CCPはHACCPの核心——正しく設定・運用することが食品安全の土台
CCPとは、食品製造・加工工程の中で「この工程でしか危害を管理できない」最重要ポイントです。
決定樹を活用して科学的に設定し、管理基準・モニタリング・記録・是正措置を体系的に運用することで、消費者への危害を確実に防ぐことができます。
CCPを正しく運用するためのポイントをまとめます。
-
CCPは必要最小限に絞り、確実に管理できる体制を整える
-
管理基準は科学的根拠に基づき数値で設定する
- モニタリング・記録は自動化・デジタル化で形骸化を防ぐ
- CCP工程を支える原材料・消耗品の欠品リスクも合わせて管理する
食品製造現場でHACCP・CCPの運用を効率化したい方は、在庫管理の自動化も含めた包括的なアプローチをご検討ください。
▼ 食品製造業各社の導入事例はこちら 粉物・液体・包装資材など食品製造特有の在庫管理を自動化し、CCP工程の安定稼働と工数削減を同時に実現した事例を多数掲載しています。 ▶ 食品製造業の導入事例をまとめて見る
関連記事
*参考文献・出典
厚生労働省「HACCPに沿った衛生管理の制度化に関するQ&A」
コーデックス委員会「食品衛生の一般原則」 (CAC/RCP 1-1969)