在庫管理術
HACCP(ハサップ)とは?義務化・7原則・実務記録ポイントを徹底解説

食中毒や異物混入といった食品事故は、一度発生すると企業の信用・売上に大きなダメージを与えます。こうしたリスクを未然に防ぐため、2021年からは原則すべての食品等事業者にHACCP(ハサップ)に沿った衛生管理が義務化されました。
しかし現場では、
「HACCPとは何をする仕組みなのか」
「自社規模だとどこまで対応すべきか」
「記録作業が増えすぎて担当者の負担が大きい」
といった声も多く聞かれます。
この記事では、食品工場や惣菜工場などの管理者から経営層の方に向けて、HACCPの基本的な概要や、義務化の背景、食品製造業で必要な対応、そしてHACCP導入の考え方と実務の進め方についてわかりやすく解説します。

HACCPとは?食品安全を未然に防ぐ管理手法の基本
HACCPの基本概要
HACCP(読み方:ハサップ)とは、「危害分析重要管理点(Hazard Analysis and Critical Control Point)」の略称です。食品の製造・加工・調理の工程の中で、どの工程でどのような危害要因が起こり得るか事前に分析し、リスクの高い工程を特定して集中的に管理する仕組みのことです。国際的に認められた食品衛生管理システムであり、日本では食品衛生法にもとづき厚生労働省が管轄しています。

管理対象となる危害要因は多岐にわたりますが、大きく以下の3つに分類されます。
- 微生物的危害(Biological): 細菌、ウイルス、寄生虫など
- 化学的危害(Chemical): 洗浄剤、農薬、アレルゲン、残留抗生物質など
- 物理的危害(Physical): 金属片、ガラス片、石などの異物
HACCPは、すべての工程を一律に管理するのではなく、リスクの高いポイントを重点的に管理することが特徴です。この取り組みにより、従来のように製品出荷後に問題が発覚してから対応する体制から、製造工程の段階でリスクを管理し、問題の未然防止を実現する工程管理へとシフトしています。

なぜHACCPは日本で義務化されたか?背景と法改正のポイント
事故から予防への管理手法の転換
食中毒や異物混入が発生すると商品回収、取引停止、ブランド毀損が発生し、食品関連企業に与えるダメージは甚大です。そのため、事故が発生してから対応する事後処理型から、起こる前にリスクを特定し防止する予防管理へと管理の重要性が移行しました。
国際的な食品安全基準との調和
EUや米国をはじめとする主要国において、HACCPは食品安全管理の国際的な標準基準となっています。日本企業が食品を輸出・輸入したり、グローバルに事業展開したりするためには、この国際基準に合わせる必要がありました。
経営効率と生産性の向上
HACCPの導入プロセスは、安全管理に留まらず、以下の効果をもたらし、結果的に生産性の向上にも寄与すると期待されています。
- 記録の標準化
- 作業手順の見える化
- 工程ごとのムダの排除
HACCPの対象範囲は?対象となる事業者と範囲
HACCPに沿った衛生管理は、次のような食品等事業者が対象です。
つまり規模の大小を問わず、食品を扱うほぼすべての事業者が対象です。
小規模事業者については、一般衛生管理の徹底と簡略版HACCPで対応できる仕組みになっています。
HACCPの7原則・12手順とは?導入時に押さえる全体像
HACCPは、7原則と12手順によって構成されています。
7原則はHACCPシステムの考え方と管理の核を示すものであり、12手順はそれを現場で実装・運用するための進め方を整理したものです。
HACCPの7原則とは【管理の考え方と判断軸】
HACCPの7原則は、食品安全を確保するために「どこを、どの水準で、どのように管理すべきか」を判断するための基本原則です。
単なる作業手順ではなく、HACCP運用全体の軸となる考え方を示しています。
・危害要因分析
製造工程ごとに、微生物、異物、化学物質などの危害要因を洗い出し、どの工程にどのようなリスクが潜んでいるかを明確にします。この分析が不十分な場合、その後の管理は形骸化しやすくなります。
・重要管理点(CCP)の設定
危害要因の中でも、食品安全に直結する工程を重要管理点として特定します。すべてを管理対象にするのではなく、ここを外すと事故につながる工程を絞り込むことがポイントです。
・管理基準の設定
CCPごとに、安全か否かを判断するための基準を設定します。温度、時間、pHなど、客観的かつ判断可能な指標を用いることが求められます。
・モニタリング方法の設定
管理基準が守られているかどうか、誰が、どの頻度で、どの方法で確認するかを定めます。実務負担が過大な方法を選ぶと、運用が継続しなくなります。
・逸脱時の是正措置の設定
管理基準を外れた場合に取るべき対応を、あらかじめ明確にしておきます。現場判断に任せず、対応を標準化することで品質のばらつきを防ぎます。
・検証方法の設定
HACCPプランが有効に機能しているかを定期的に確認します。記録のレビューや現場確認を通じて、管理方法が適切かを検証します。
・記録と保存方法の設定
モニタリング結果や是正措置の内容を記録し、一定期間保存します。これは監査対応のためだけでなく、問題発生時の原因特定や再発防止の根拠となります。
HACCP導入の12手順とは【現場で実装するための進め方】
HACCP導入の12手順は、上記7原則を実務に落とし込むための工程です。チーム編成から始まり、工程フローの作成、危害要因分析、CCP決定、モニタリング方法の決定、記録・検証までの流れが整理されています。12手順は大きく、準備段階と運用設計段階に分けて考えることができます。
準備段階
・HACCPチームの編成
・製品および原材料の整理
・製品の用途や喫食者の想定
・製造工程フロー図の作成
・工程フロー図の現場確認
運用設計・実施段階
・危害要因分析の実施
・重要管理点(CCP)の決定
・管理基準の設定
・モニタリング方法の設定
・逸脱時の是正措置の設定
・検証方法と記録・保存方法の設定
12手順を一度作って終わりにするのではなく、工程変更、原材料変更、設備更新、人員交代などのタイミングで見直し、7原則に立ち返って妥当性を確認することが重要です。
HACCP運用で現場がつまずきやすいポイントとは?
食品製造業でHACCP運用が難しいと言われるのには、明確な理由があります。
記録負担が大きい
温度管理、清掃記録、点検記録など、毎日の記録作業が多く手間がかかります。
ミスが起こりやすい
手書きや転記による記録では、記入漏れや数字の誤記が発生しやすく、帳尻合わせの対応に現場が追われます。
複数工場・複数ラインでの運用統一が難しい
工場ごとにルールが異なると、内部統制の観点でリスクが大きくなります。
確認作業の負担が大きい
管理レベルの高いエリアに出入りするたびに、着衣・消毒・動線管理などの負担が発生し、現場の負荷が増えてしまいます。
HACCPはどうやって運用する?3つのポイント
一般衛生管理を整える
HACCPは一般衛生管理が安定していることを前提に成り立ちます。5S、洗浄・殺菌、害虫対策、作業者管理といった基礎が曖昧なままでは、重点管理を行っても事故リスクは下がりません。作業者やシフトが変わってもやり方がブレない状態をつくることが、HACCP運用の土台になります。
記録を標準化する
記録項目や書き方が人や工場ごとに異なると、判断のばらつきが起こり、監査対応の負担も増えます。実務では誰が記録しても同じ内容・同じ粒度になるよう、項目を必要最小限に絞り、数値や選択式など判断に迷わない形式にすることが有効です。異常に気づき是正につなげることを目的としてフォーマットを設計しましょう。
-
DX推進で省人化する
温度管理や在庫管理、定期確認のように人手で行うほど現場に負担がかかりミスが増える業務は、DXによる自動化が効果的です。センサーやIoTを活用して自動計測・自動記録に切り替えることで、確認忘れや記入漏れを防ぎ、異常をリアルタイムで把握できます。人が立ち入ることによる異物混入のリスク削減の効果も期待できます。

HACCPに関するよくある質問(Q&A)
HACCPとはどういう意味ですか?
HACCP(ハサップ)とは、食品の製造・調理工程で起こりうる危害要因を事前に分析し、特に重要な工程を重点的に管理する食品衛生管理手法です。食中毒や異物混入が起きてから対応するのではなく、未然防止を目的とした予防型の管理が特徴です。国際的に標準化されており、日本でも食品衛生管理の基本となっています。
日本ではHACCPは義務化されますか?
はい、日本では食品を扱うほぼすべての事業者に対してHACCPに沿った衛生管理が義務化されています。2021年6月の食品衛生法改正により、食品製造業だけでなく、飲食店や給食施設、小規模事業者も対象です。事業規模に応じて「HACCPに基づく管理」または「HACCPの考え方を取り入れた管理」が求められます。
ゴキブリはHACCPで防げますか?
HACCPだけで直接防ぐことはできませんが、一般衛生管理を徹底することで発生リスクを下げることは可能です。害虫対策は清掃や整理整頓、侵入防止などの一般衛生管理に含まれ、HACCPはそれを前提として機能します。HACCPは害虫・害獣を駆除する仕組みではなく、発生しにくい環境を維持する管理手法です。
在庫が見えれば問題が解決できる「スマートマットクラウド」

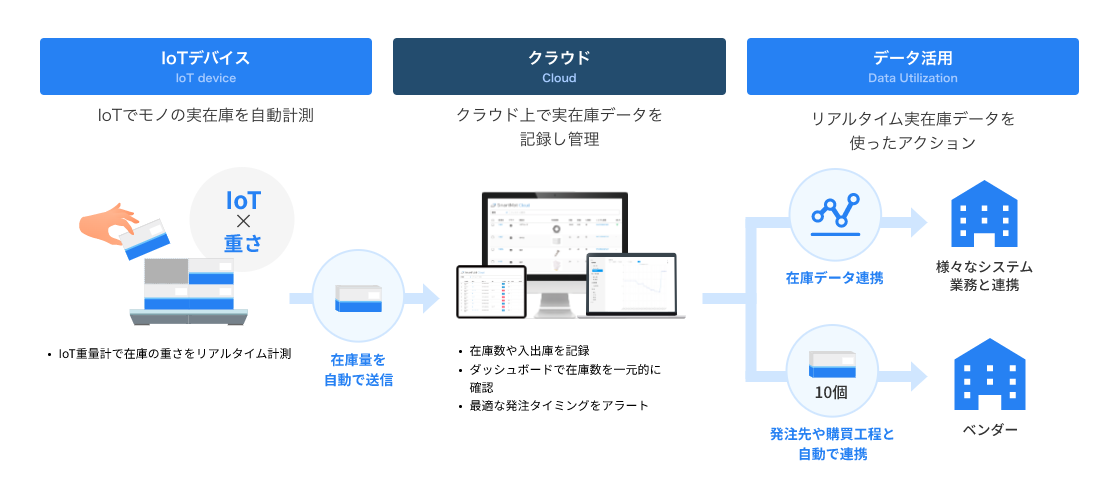
「スマートマットクラウド」は重さで数を数えるIoTサービスです。スマートマットが自動でモノの在庫を検知、日々の在庫確認や棚卸・発注まで自動化します。
在庫データが見えると「正しい状態かどうか」を起点に、ボトルネックを特定可能。
これまで諦めていた問題に、的確な打ち手を展開できる現場へと進化します。
数えにくい粉物や液体も重量で簡単に数値化。食品製造業における品質管理、コスト削減、納期順守、法令遵守をスマートマットクラウドが支援します。
スマートマットクラウドが支援できるHACCP運用効率化
クリーンルーム内の在庫を遠隔で監視
スマートマットクラウドは、クリーンルーム内に保管している原材料や副資材を、遠隔でモニタ経由で確認できます。入退室の回数を減らせるため、衛生リスクと作業者負担を同時に低減できます。
在庫量を自動記録
重量変化から消費量が自動記録され、棚卸や記録作業の負担を大幅に削減できます。
在庫不足をアラート
設定した閾値を下回ると通知され、重要工程での原材料不足を防ぐことができます。
監査に耐えられるデータ保管
在庫推移や発注履歴がクラウドに保管され、監査や取引先の確認にも活用できます。
食品製造業におけるスマートマットクラウドの活用事例
▼給食用食材や梱包用品を工場に立ち入ることなく遠隔管理(株式会社マスヤ)

導入以前は製造現場で週2回の実地棚卸を行っていました。棚卸差異が発生し、発注担当が装備を整え工場内へ現物確認に出向くことがありました。スマートマットクラウド導入後、現場の棚卸の省力化と発注担当者の移動負担を削減し、在庫の見える化を実現できました。