在庫管理術
QC7つ道具とは?7種類の手法と製造現場での使い方をわかりやすく解説

QC7つ道具とは、製造現場での品質管理・品質改善に活用される7種類のデータ分析手法の総称です。パレート図・特性要因図・ヒストグラムをはじめとするこれらのツールは、数値データを可視化し、問題の原因を特定するために世界中の製造業で広く使われています。
本記事では、QC7つ道具の種類・使い方・新QC7つ道具との違いを解説したうえで、在庫管理や製造現場への具体的な活用方法まで紹介します。

QC7つ道具とは?概要と誕生の背景
このパートをまとめると!
QC7つ道具は1960年代の日本で体系化された品質管理手法です。数値データを扱うのが特徴で、現場担当者が使いやすいよう設計されています。
QC7つ道具(Quality Control 7 Tools)は、1960年代に日本の製造業で体系化された品質管理・品質改善のための統計的手法です。日本科学技術連盟(JUSE)が推進したQCサークル活動の中で広まり、現在では国際的な品質管理の標準ツールとして認知されています。
QC7つ道具の最大の特徴は、数値データを視覚的に整理・分析できる点です。専門的な統計知識がなくても、現場の担当者が自ら問題の原因を見つけ、改善策を立案できるよう設計されています。
製造現場のQCサークル活動や4M変更管理と組み合わせることで、品質問題の再発防止に大きな効果を発揮します。
QC7つ道具の種類一覧
このパートをまとめると!
QC7つ道具は①パレート図②特性要因図③ヒストグラム④散布図⑤管理図⑥チェックシート⑦層別(グラフ)の7種類です。目的に応じて使い分けることが重要です。
QC7つ道具の概要と主な用途まとめました。
| ツール名 | 概要 | 主な用途 |
|---|---|---|
| ①パレート図 | 問題や不良を件数の多い順に並べた棒グラフ+累積折れ線グラフ | 重要問題の優先順位付け(80/20の法則) |
| ②特性要因図 | 問題(特性)と原因の因果関係を魚の骨のように図示したもの | 問題の根本原因の洗い出し・整理 |
| ③ヒストグラム | データの分布を階級ごとの棒グラフで表したもの | バラつきの把握・規格外れの検出 |
| ④散布図 | 2つの変数の関係をX-Yグラフにプロットしたもの | 2要因の相関関係の確認 |
| ⑤管理図 | 時系列データに管理限界線(UCL/LCL)を引いたグラフ | プロセスの安定性監視・異常検知 |
| ⑥チェックシート | 不良の種類・発生箇所などをリストアップして集計する記録用紙 | データ収集・不良の頻度集計 |
| ⑦層別(グラフ) | データを機械・作業者・時間帯などの条件でグループ分けして比較する手法 | 原因となる要因のグループ特定 |
以下、各ツールの詳細を解説します。
①パレート図
 パレート図は、不良品の種類・クレームの内容・在庫ロスの原因などを発生件数の多い順に並べた棒グラフと、その累積割合を示す折れ線グラフを組み合わせたものです。
パレート図は、不良品の種類・クレームの内容・在庫ロスの原因などを発生件数の多い順に並べた棒グラフと、その累積割合を示す折れ線グラフを組み合わせたものです。
「上位20%の原因が全体の80%の問題を引き起こす」というパレートの法則に基づき、どの問題から優先的に取り組むべきかを一目で判断できます。製造現場での不良原因の絞り込みや、在庫管理における欠品・過剰在庫の主要原因分析に幅広く活用されます。
②特性要因図(フィッシュボーン図)
 特性要因図は、品質問題(特性)と、それを引き起こす可能性のある原因の関係を魚の骨のような形で図示したものです。考案者の石川馨氏にちなみ、石川ダイアグラムとも呼ばれます。
特性要因図は、品質問題(特性)と、それを引き起こす可能性のある原因の関係を魚の骨のような形で図示したものです。考案者の石川馨氏にちなみ、石川ダイアグラムとも呼ばれます。
原因は「4M(Man:人、Machine:機械、Material:材料、Method:方法)」の観点で整理するのが一般的です。4M活動と組み合わせることで、変化点管理から品質不具合の原因究明まで体系的に対応できます。
③ヒストグラム
 ヒストグラムは、測定データをいくつかの階級に分けてデータの分布形状とバラつきを可視化するグラフです。正規分布からの逸脱・偏りを確認することで、工程の異常や設備の劣化を検知できます。
ヒストグラムは、測定データをいくつかの階級に分けてデータの分布形状とバラつきを可視化するグラフです。正規分布からの逸脱・偏りを確認することで、工程の異常や設備の劣化を検知できます。
在庫管理では、入荷リードタイムや検査数値のバラつきを把握し、安全在庫量の設定根拠として活用できます。
④散布図
 散布図は、作業時間と不良率、温度と製品寸法など2つの変数の組み合わせを座標上にプロットし、2要因の相関関係を視覚的に確認するグラフです。
散布図は、作業時間と不良率、温度と製品寸法など2つの変数の組み合わせを座標上にプロットし、2要因の相関関係を視覚的に確認するグラフです。
相関が強い場合は、点が右肩上がりに並び、一方の変数が他方に影響を与えている可能性が高いことを示します。ただし相関と因果は別であるため、散布図は仮説の検証ツールとして使うのが適切です。
⑤管理図
 管理図は、製造工程のデータを時系列で折れ線グラフに表し、管理上限線(UCL)・管理下限線(LCL)と中心線(CL)を引いてプロセスの安定性を監視するツールです。
管理図は、製造工程のデータを時系列で折れ線グラフに表し、管理上限線(UCL)・管理下限線(LCL)と中心線(CL)を引いてプロセスの安定性を監視するツールです。
データが管理限界を超えたり、連続して同一方向に動いたりする場合、工程に「異常原因」が存在することを示します。在庫管理では、日次在庫数量や発注量の推移を管理図で監視することで、異常な消費パターンを早期に検知できます。
⑥チェックシート
 チェックシートは、不良の種類・発生箇所・発生時間帯などをあらかじめ設計した表に記録し、データを効率よく収集・集計するためのシートです。
チェックシートは、不良の種類・発生箇所・発生時間帯などをあらかじめ設計した表に記録し、データを効率よく収集・集計するためのシートです。
QC7つ道具の中でも最もシンプルなツールであり、他の6つのツールへの入力データを収集する基盤となります。現場でのデータ収集漏れを防ぐためには、記録項目と記録タイミングを事前に明確に定義しておくことが重要です。
⑦層別
 層別とは、収集したデータを「機械ごと」「作業者ごと」「時間帯ごと」「材料ロットごと」などの条件でグループ分けし、グループ間の差異を比較分析する手法です。
層別とは、収集したデータを「機械ごと」「作業者ごと」「時間帯ごと」「材料ロットごと」などの条件でグループ分けし、グループ間の差異を比較分析する手法です。
パレート図やヒストグラムと組み合わせることで、「特定の機械だけ不良率が高い」「夜勤帯でバラつきが大きい」といった原因の絞り込みが可能になります。在庫管理においても、倉庫のロケーション別・SKU別・担当者別に在庫差異を層別することで、問題の所在を特定しやすくなります。
新QC7つ道具との違い
このパートをまとめると!
新QC7つ道具は言語データを扱うツールです。定性データを扱い、数値データを扱う従来のQC7つ道具と目的・場面が異なるため、両者を使い分けることが重要です。
1977年に体系化された新QC7つ道具(N7)は、従来のQC7つ道具(Q7)を補完する形で登場しました。最大の違いは扱うデータの種類にあります。
| 比較項目 | QC7つ道具(Q7) | 新QC7つ道具(N7) |
|---|---|---|
| 扱うデータ | 数値データ(定量データ) | 言語データ(定性データ) |
| 主な場面 | 製造工程の品質管理・異常検知 | 企画・設計段階の課題整理・方針管理 |
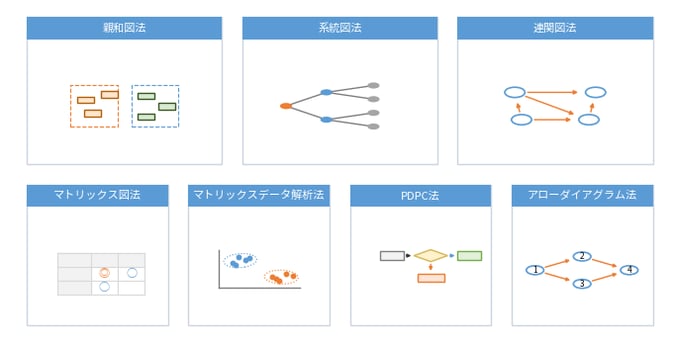
| 代表ツール | パレート図・管理図・ヒストグラム | 親和図・連関図・系統図・マトリックス図 |
| 体系化年 | 1960年代 | 1977年 |
現場での数値データ分析には従来のQC7つ道具、企画段階のアイデア整理や課題の構造化には新QC7つ道具、というように目的・フェーズに応じて使い分けるのが基本です。
QCストーリーにおいては問題の現状把握・原因分析フェーズでQC7つ道具を、方策立案・計画立案フェーズで新QC7つ道具を組み合わせて活用するケースが多くあります。
QC7つ道具を製造現場・在庫管理で活用する方法
このパートをまとめると!
パレート図で優先課題を絞り込み、特性要因図で根本原因を特定し、管理図で改善効果を継続監視するという流れが、製造現場・在庫管理でのQC7つ道具活用の基本です。
QCサークル活動やQCD(品質・コスト・納期)の改善に向けて、QC7つ道具を製造現場・在庫管理に具体的に活かす方法を解説します。
パレート図で在庫ロス・不良の原因を優先順位付けする
在庫管理・品質管理のどちらにおいても、問題原因は多数存在しますが、すべてに同じ労力をかけることは非効率です。パレート図を使って原因を件数順に並べることで、上位2〜3項目に絞って改善活動を集中させることができます。
たとえば帳簿在庫と実在庫の乖離である在庫差異が発生している場合、その原因を「ピッキングミス」「入荷登録漏れ」「棚番誤り」などの種別でチェックシートに集計し、パレート図に整理すると、全差異の80%を占める原因が2〜3項目に集中していることが多く確認されます。
管理図で発注点・在庫量の異常を早期検知する
日次・週次の在庫数量や出荷量のデータを管理図に落とし込むと、通常の変動幅(管理限界線の内側)と異常な変動(管理限界線を超えた点)を視覚的に区別できます。
管理図による異常検知は、欠品・過剰在庫が実際に発生する前の予兆段階でアクションを取るための有効な手段です。特に季節変動が大きいSKUや、供給不安定な原材料の在庫管理に適しています。
特性要因図で在庫差異の根本原因を分析する
在庫差異やピッキングミスが繰り返し発生する場合、特性要因図を使って原因を4Mの観点で体系的に整理することが有効です。
- Man(人):教育不足、担当者のスキルのばらつき、引き継ぎミス
- Machine(機械):バーコードスキャナーの読取エラー、システムの不具合
- Material(材料):類似品番の混在、包装の見分けにくさ
- Method(方法):ピッキング手順の不明確さ、棚番ルールの不統一
原因が可視化されることで、改善活動の方向性が定まり、QCDS(品質・コスト・納期・安全)の観点からも優先課題を議論しやすくなります。
QC7つ道具をExcelで作成する方法
このパートをまとめると!
QC7つ道具はExcelの標準グラフ機能で作成できます。ただしデータ収集・更新に時間がかかるため、IoT在庫管理システムとの連携でリアルタイム分析が可能になります。
QC7つ道具の多くはExcelの標準機能で作成できます。各ツールの作成方法の概要は以下のとおりです。
- パレート図:棒グラフ+折れ線グラフの複合グラフ機能を使用。Excel 2016以降はパレート図が標準グラフとして選択可能
- 特性要因図:SmartArtまたは図形挿入を使って手動作成。専用テンプレートの活用が効率的
- ヒストグラム:Excel 2016以降は標準グラフとして選択可能。FREQUENCY関数を使った手動作成も可能
- 散布図:「散布図(X,Y)」グラフを使用。近似曲線の追加で相関係数も表示可能
- 管理図:折れ線グラフに水平線(UCL/LCL)を追加して作成。AVERAGE・STDEV関数を活用
- チェックシート:Excel表でリスト設計し、COUNTIF関数で集計
- 層別:ピボットテーブルでグループ別に集計し、グラフ化
ただし、Excelでの作成はデータ入力・更新に手間がかかる点が課題です。在庫データのリアルタイム取得と組み合わせることで、より効率的なQC活動が実現します。
QC7つ道具の活用をさらに効率化するIoT在庫管理システム
このパートをまとめると!
QC7つ道具の効果を最大化するには、分析の前提となるデータの精度と鮮度が重要です。IoT在庫管理システムを活用することで、リアルタイムデータに基づく継続的なQC活動が実現します。
QC7つ道具の分析精度は、入力データの品質に大きく依存します。手作業での在庫カウントや記録にはヒューマンエラーが伴うため、データ収集プロセス自体が品質管理の課題になることがあります。

スマートマットクラウドは、IoT重量センサーで在庫をリアルタイム自動計測するクラウド型在庫管理システムです。スマートマットで在庫の異常差異をリアルタイムに検知し、その原因を現場で深掘りすることで、精度の高いパレート図を最小限の手間で作成できるようになります。
- 在庫差異の発生状況をリアルタイムで可視化 → パレート図による原因分析にすぐ活用可能
- 消費量・発注量の時系列データを自動蓄積 → 管理図による異常検知をデータドリブンで実施
- SKU別・ロケーション別のデータを出力 → 層別分析で問題箇所を素早く特定
QCサークル活動やQCストーリーの現状把握フェーズに必要なデータ収集を自動化することで、担当者が本来の分析・改善活動に集中できる環境を整えられます。
スマートマットクラウドの詳細はこちら
無料で資料請求をもらうQC7つ道具に関するよくある質問(FAQ)
QC7つ道具は製造業以外でも使えますか?
はい、使えます。もともと製造業向けに体系化されたツールですが、現在ではサービス業・医療・物流・食品業界など幅広い分野で活用されています。数値データが収集できる業務であれば、パレート図や管理図などは業種を問わず有効です。
新QC7つ道具と従来のQC7つ道具はどう使い分ければよいですか?
従来のQC7つ道具は製造工程の数値データ分析に、新QC7つ道具はアイデアや言語データを整理する企画・設計フェーズに適しています。QCストーリーに沿った問題解決活動では、現状把握・原因分析にQC7つ道具、方策立案・計画展開に新QC7つ道具と組み合わせて活用するのが一般的です。
QC7つ道具をExcelで作成するのは難しいですか?
パレート図・ヒストグラム・散布図はExcel 2016以降の標準グラフ機能で比較的簡単に作成できます。管理図は折れ線グラフと補助線の組み合わせで作成できますが、管理限界線の計算(±3σ)にはSTDEV関数の知識が必要です。特性要因図はSmartArtか図形を使う手動作業となります。
QC7つ道具を覚えるコツはありますか?
「パ特ヒ散管チ層」という頭文字で覚える方法が広く使われています(パレート図・特性要因図・ヒストグラム・散布図・管理図・チェックシート・層別)。また、それぞれのツールを「データ収集→現状把握→原因分析→改善管理」の流れで理解すると、どの場面でどのツールを使うかが体系的に身に付きます。
QC7つ道具とQCサークル活動の関係は?
QC7つ道具はQCサークル活動のデータ分析を支える基本ツールです。QCサークルの問題解決活動(QCストーリー)の中で、現状のデータを収集・分析する際にQC7つ道具が活用されます。特にチェックシート・パレート図・特性要因図は、現場主導の改善活動に欠かせないツールとして位置づけられています。
生産管理に活用されたスマートマットクラウドの導入事例
スマートマットクラウドの導入により、製品の品質の安定化や業務の効率化を図った事例をご紹介します。
タイヤバランスの品質均一化に不可欠な部品をリアルタイム管理。70種類・消費ペース予測困難なバランスウェイトの欠品リスクを解消(株式会社SUBARU様)

株式会社SUBARU様では、タイヤバランスの品質均一化のため、車体の個体差に応じて70種類のバランスウェイトを選んで取り付けています。しかし消費ペースが読みにくく、実物を毎日人手で検数していました。スマートマットクラウド導入後は在庫をリアルタイム自動計測し、消費トレンドをグラフで継続監視することで欠品リスクを解消。品質管理工程を止めないための在庫データを、人手ゼロで取得できる体制を実現しました。