在庫管理術
工場のIoT化【導入手順・費用・事例を製造業向けに解説】
工場のIoT化とは
工場のIoT化とは、工場内の設備・在庫・作業工程にIoT(Internet of Things/モノのインターネット)デバイスを導入し、現場のデータをリアルタイムで収集・活用できる状態にすることを指します。
具体的には、重量センサー・カメラ・振動センサーなどのデバイスが現場に設置され、取得したデータがクラウド上に蓄積されます。そのデータをAIやダッシュボードが分析・可視化することで、在庫の自動管理・設備の予兆保全・工程進捗の把握といった業務の自動化・効率化が実現します。
「スマート工場」との違いについては、スマート工場がIoT・AI・ロボットなどを統合した工場全体の姿を指す概念であるのに対し、IoT化はその実現手段の一つです。詳しくはスマートファクトリーとは【定義・メリット・製造業の工場事例】をご覧ください。

工場が抱える4つの課題

工場のIoT化が求められる背景には、製造現場に共通する4つの構造的な課題があります。
① 在庫差異と欠品の繰り返し
生産管理システムやERPを導入していても、システムが示すのはあくまで計算上の「理論在庫」です。
手入力・スキャン漏れ・タイムラグの積み重ねにより「システム上は在庫があるはずなのに棚にモノがない」という事態が慢性化します。欠品によるライン停止を恐れて過剰在庫を積み増す悪循環も、この構造から生まれます。
② 設備異常の発見が遅れる
設備の不具合は、定期点検や目視確認のサイクルの間に進行します。気づいたときには既にライン停止や不良品流出につながっており、対処が常に後手に回ります。「壊れてから修理する」事後対処型の保全体制では、突発停止のリスクを根本的に下げることができません。
③ 品質のバラつきと不良品流出
目視検査への依存は、担当者によるバラつきと見落としのリスクを内包しています。また、製造環境(温度・湿度・振動)の変化が品質に影響していても、データが取れていなければ原因の特定が困難です。
④ 担当者の異動・退職によるノウハウ消失
在庫の適正量・発注タイミング・設備の調整方法が特定の担当者の経験と勘にしか存在しない状態では、人が変わるたびに現場が混乱します。データではなく「人」に業務が紐づいている限り、属人化の問題は繰り返されます。
これら4つの課題に共通しているのは、「現場で何が起きているかをリアルタイムに把握できない」という点です。IoT化はこの根本を変えるアプローチです。
工場IoT化で実現できること
IoT化によって4つの課題はどう変わるのでしょうか。主要な4領域ごとに整理します。
在庫管理の自動化(最優先領域)
IoTデバイスが在庫数をリアルタイムで自動計測するため、手動での棚卸しや在庫確認が不要に。設定した発注点を在庫数が下回ると自動でアラートが届き、発注忘れによる欠品リスクを大幅に低減できます。さらにAIが過去の消費データを学習して需要予測を行い、適正在庫の維持と過剰在庫の削減を継続的に支援します。
製造業のIoT化において最も投資対効果が出やすいケースが多く、スモールスタートに最も適しています。
設備稼働の監視と予兆保全
振動センサー・温度センサーを設備に取り付けることで、稼働状況・異常の予兆をリアルタイムで検知できます。「壊れる前に検知して対処する」予防保全への転換により、突発的な設備停止リスクと計画外メンテナンスコストを削減できます。
品質管理の精度向上
カメラ・画像認識AIによる外観検査の自動化により、目視検査のバラつきを排除できます。製造環境データの蓄積により、品質不良の原因特定と再発防止にも活用できます。
工程進捗の見える化
各工程の仕掛品在庫をリアルタイムで把握することで、ボトルネック工程を即時に特定できます。前工程の進捗を後工程がリアルタイムで確認できるため、手待ちのムダが減り、生産リードタイムの短縮につながります。
工場IoTデバイスの選び方
課題の種類によって、適切なIoTデバイスは異なります。主なデバイスの特性を整理した上で、選定の考え方を解説します。
| カテゴリ | デバイス | 主な用途 | 向いている 品目・対象 |
導入 コスト |
現場の業務負担 | 注意点 |
|---|---|---|---|---|---|---|
| 在庫管理 残量監視 |
重量センサー | 在庫数・残量の自動計測 | ネジ・部品・液体・粉体・巻物など形状を問わない | 中 | ほぼゼロ | 1品目ずつ設置が必要 ※初期の設置に工数がかかる場合も |
| RFID | 在庫管理・トレーサビリティ | 個装された製品・資材 | 高 | タグ貼付・読取作業必要 | 汎用タグは金属・液体の干渉を受けやすい。全品目適用は難 | |
| 設備保全 稼働監視 |
振動センサー | 設備異常の予兆検知 | 回転機械・モーター・ポンプ | 低〜中 | ほぼゼロ | 設備保全専用 |
| 温度センサー | 製造環境・設備温度の監視 | 熱処理設備・冷却装置・保管環境 | 低 | ほぼゼロ | 品質管理との併用で効果が高まる | |
| 電流センサー | 設備稼働状況の把握 | 生産設備全般(後付け可能) | 低 | ほぼゼロ | 既存設備への後付けが容易。稼働率把握に有効 | |
| 品質管理 検査 |
カメラ・ 画像認識AI |
外観検査・個数カウント | 外観検査対象品・個装品 | 高 | 設置後はほぼゼロ | 広領域は認識困難または高額 |
| 工程進捗 見える化 |
重量センサー (仕掛品管理) |
工程間の仕掛品残量把握 | 工程間の仕掛品・中間在庫 | 中 | ほぼゼロ | 在庫管理との兼用が可能。整流化改善との相性が良い |
| 位置センサー (RTLS) |
部品・台車・作業者の位置把握 | 工場内を移動する資材・運搬台車 | 高 | インフラ整備が必要 | 導入ハードルが高く大規模工場向き。中小規模には過剰になりやすい |
デバイス選定の考え方
在庫管理・残量監視が目的なら重量センサーの活用が有効な手段のひとつです。管理対象物の形状・材質の制約をほぼ受けることなく管理でき、現場での入力負担を低減できることが最大の強み。京セラ鹿児島国分工場ではRFID・電子台帳と並行で検討したうえで、現場工数負担が少なく、かつ人的ミスが起こりにくい重量センサーを選定しました。(詳細は事例セクションを参照)
設備保全が目的なら振動・温度センサーを設備に後付けが低コストで始めやすいアプローチです。品質検査の自動化が目的ならカメラ・画像認識AIが有効ですが、導入コストと検査対象の形状・特性を慎重に評価してから判断してください。
工程進捗の見える化が目的なら、工程間の仕掛品管理に重量センサーをそのまま転用できます。在庫管理との兼用が可能なため、在庫IoT化の延長線上としてスモールスタートしやすい領域です。
.png?width=680&height=346&name=AI_inventory_management10%20(1).png)
工場IoT化の導入プロセス:フェーズ別の進め方
IoT化を成功させるには、全社一斉導入ではなくフェーズを分けたアプローチが現実的です。以下の5フェーズを参考に、自社の状況に合わせて計画してください。
| フェーズ | 目的 | 主な作業内容 | 期間目安 | 関与部門 |
|---|---|---|---|---|
| 1.課題の棚卸しと要件定義 | 何をIoT化するかを決める | 在庫差異・欠品・工数の現状把握。優先課題の特定と数値化 | 1〜2ヶ月 | 生産管理・購買・現場 |
| 2.デバイス・システム選定 | 自社に合う手段を選ぶ | デバイス比較・ベンダー選定・既存システム(ERP等)との連携確認・PoC計画策定 | 1〜2ヶ月 | 情報システム・購買・経営 |
| 3.パイロット導入と検証 | 小規模で効果を確かめる | 対象品目・エリアを絞ってスモールスタート。データ精度・現場定着・費用対効果を検証 | 1〜3ヶ月 | 現場・生産管理 |
| 4.全体展開と現場定着 | 全社・全拠点に広げる | パイロットの知見を活かして展開。現場研修・マニュアル整備・運用ルール確立 | 3〜6ヶ月 | 全部門 |
| 5.ROI測定と継続改善 | 投資効果を確認し次の改善へ | 在庫削減額・工数削減時間・欠品件数などKPIを定期測定。AIによる需要予測精度の向上も継続的に実施 | 継続 | 生産管理・経営 |
スモールスタートを強く推奨する理由
全品目・全工程への一斉導入は初期コストと現場混乱のリスクが大きく、ROIの検証も困難になります。「課題が最も深刻な品目・工程」から始めるのが、現場の反発を生まずに定着させるための基本戦略です。
費用感とROI:投資判断に必要な数字の目安
規模別の概算費用
IoT在庫管理システムの費用は、導入規模・デバイス数・既存システムとの連携状況によって大きく異なります。以下はあくまで一般的な目安として参照してください。
| 規模 | 想定導入パターン | 初期費用目安 | 月額費用目安 | 回収期間目安 |
|---|---|---|---|---|
| 小規模(〜50名) | 特定品目にIoTデバイス数台〜数十台 | 数十万円〜 | 数万円〜 | 6ヶ月〜1年 |
| 中規模(50〜300名) | 主要品目・複数工程への展開 | 数百万円〜 | 数十万円〜 | 1〜2年 |
| 大規模(300名〜) | 全品目・全拠点への展開+ERP連携 | 数百万〜数千万円 | 数十万〜数百万円 | 2〜3年 |
クラウド型・サブスクリプション型のサービスであれば大規模なシステム開発費は不要で、スモールスタートから始めて段階的に拡張できます。MESや生産管理システムの全面刷新を伴う場合は、別途システム費用が加算されます。
ROI試算の3つの軸
稟議書にROIを記載する際は、以下の3軸で試算するのが実務的です。
①在庫削減によるコスト減
過剰在庫の圧縮により、在庫金額×資本コスト率分のコストが削減できます。在庫金額は過剰在庫や隠し在庫により、実態が掴みにくいうえにキャッシュ悪化の原因となりやすい要素です。IoTによる実在庫の把握は、大きな在庫削減効果を引き出す可能性があります。
②欠品損失の削減
ライン停止1時間あたりのロスコスト(人件費+機会損失)×年間停止回数で試算します。欠品が常態化している工程では、これだけで導入費用を上回るケースがあります。
③工数削減によるコスト減
棚卸し・在庫確認・発注業務にかかる年間工数×時間単価での試算が基本です。現在、毎日のように工数や人工をかけて在庫数をチェックする必要があるなら、費用対効果が大きく出る可能性があります。
失敗しないための4つのポイント
IoT化の導入が期待した効果を出せずに終わるケースには、共通したパターンがあります。事前に把握しておくことでリスクを大幅に低減できます。
① 安易に現場負担を増やすシステムを選ばない
現場負担が増え、システム運用が定着しないのは最も多い失敗パターン。スキャンや手入力を前提とするシステムは、忙しい現場では運用が形骸化しがちです。「現場の負担をなるべく抑えてデータが取れる仕組み」を選定の条件にするのが有効です。
② 要件定義を省略しない
「とりあえず導入してから考える」というアプローチは失敗の温床です。何の課題を解決するために何をIoT化するのか、導入前にKPI(在庫削減率・欠品件数・工数削減時間など)を具体的に定義しておくことが、ROI測定と継続改善の前提になります。
③既存システムとの連携を事前に確認する
IoTデバイスで取得したデータを、既存のERP・生産管理システムと連携できるかどうかを必ず確認してください。API連携が標準提供されているか、CSV連携のみかによって、データ活用の範囲と運用工数が大きく変わります。「データが孤立する」サイロ化は、IoT化の効果を半減させます。
④ベンダー選定でアフターサポートを軽視しない
導入後の現場定着を左右するのは、システムの機能よりもベンダーのサポート体制です。初期設定・現場研修・トラブル対応・改善提案まで伴走してくれるかどうかを、契約前のPoC・デモ段階で必ず確認してください。
IoTデバイスを工場の在庫管理に導入した事例
事例①:株式会社SUBARU(自動車製造)
■ 課題
群馬製作所では、バランスウェイト(70種類)の消費スピードが予測困難で、毎日若手社員が1〜1.5時間かけて手作業で検数・発注を行っていました。消費量が計画を上回ると生産ライン間での在庫貸借や緊急発注が発生し、管理負担が慢性化していました。
■ 導入内容
SMCを70台導入し、バランスウェイトの在庫をリアルタイムで自動計測。手作業での検数を完全に自動化しました。「置くだけで設置が完了し、大掛かりな工事が不要」という導入のしやすさと他社実績が社内稟議通過の決め手になりました。
■ 成果
年間244日×1.5時間の検数工数が削減され、費用対効果は約1.5倍を達成。欠品への懸念も解消され、現在はRPAを介した自動発注化を推進中です。(※導入事例より引用)

事例②:京セラ株式会社 鹿児島国分工場(精密機械・電子部品)
■ 課題
薬品・ダイシングテープなど多種多様な高単価資材の在庫管理が各工程担当者に属人化し、全体在庫の把握がほぼ不可能な状態でした。高所倉庫・金庫・協力会社倉庫への移動確認が常態化し、担当者の工数を圧迫していました。RFIDや電子台帳も検討しましたが省人化の課題から採用に至りませんでした。
■ 導入内容
自社倉庫・金庫内・協力会社倉庫にSMCを設置。グラム単位でのリアルタイム計測と遠隔監視を実現し、毒劇物管理を含む高所・遠隔倉庫への移動確認が不要になりました。
■ 成果
協力会社との在庫照合作業がほぼ不要になり、現場運用だけで導入コストを100%回収。高単価資材の在庫適正化により今後は廃棄削減で1件あたり数十万円規模のコスト削減を見込んでいます。現在はAIによる在庫閾値最適化・自動発注・他事業部への横展開を計画中です。(※導入事例より引用)

工場のIoT化についてよくある質問(FAQ)
Q1. IoTとは何ですか?製造業にはどのように用いられていますか?
IoT(Internet of Things/モノのインターネット)とは、工場の設備・在庫・センサーなどあらゆる「モノ」をインターネットに接続し、なるべく人手を介することなくデータをリアルタイムで収集・活用できる仕組みのことです。
製造業では、重量センサーによる在庫の自動計測、振動センサーによる設備の異常予兆検知、カメラを使った外観検査の自動化などに活用されています。
Q2. 工場のIoT化を始めるのに、最低限必要な社内環境は?
工場内のWi-FiまたはLAN環境、管理画面を操作するPC・タブレット端末が最低限の前提条件です。既存のERPや生産管理システムとの連携を検討する場合は、API連携の可否を情報システム部門と事前に確認しておくとスムーズです。クラウド型サービスであれば大規模なインフラ整備は不要で、既存のネットワーク環境のまま導入できるケースが多くあります。
Q3. 製造業でIoT・DXが進まない理由は何ですか?
造業のIoT・DX化が進まない理由として、①現場負担の増加への懸念、②費用対効果の見えにくさ、③要件定義の難しさなどが指摘されています。特に「とりあえずデジタル化」「DXすること自体が目的」となれば、根本的な問題解決に至りません。結果的に現場だけでなく推進役にもDXに対する拒否感が生まれてしまう可能性も否めません。
まずはスモールスタートで効果や現場定着の進捗を確認しながら進めることが、これらの障壁を乗り越える現実的な方法です。
工場IoT化を「置くだけ」で始める:スマートマットクラウド

この記事で解説してきた「現場負担ゼロで実在庫をリアルタイム把握する」を実現するIoTソリューションが、スマートマットクラウドです。
管理したい品目をマットの上に置くだけで設置が完了します。重量から在庫数を自動計測し、設定した発注点を下回ると自動でアラート通知・発注処理を行います。バーコードスキャンも手入力も不要です。
在庫管理にとどまらず、工程間のモノの流れも可視化できます。前工程の在庫が減ってきたタイミングを自動で検知し、後工程へリアルタイムに通知することで、手待ちや欠品によるライン停止を未然に防ぎます。 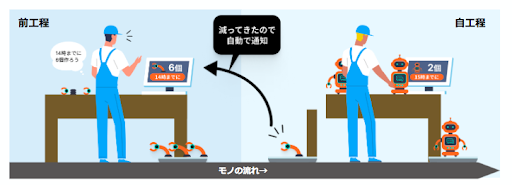
蓄積された実在庫データはAIが継続的に分析し、需要予測・適正在庫の最適化・過剰在庫の検出まで自動で提案。SUBARUや京セラなど製造業への導入実績も豊富です。
- 遠隔で在庫を一元管理:倉庫・各拠点・協力会社倉庫もまとめて管理画面から確認
- 既存システムとの連携:API・CSV連携で ERP・生産管理システムとデータ連携
- サイズ・環境を選ばない:冷蔵庫・冷凍庫対応、ケーブルレスで設置場所を選ばない

まとめ
工場のIoT化は、高額なシステムを一斉導入することでも、現場にタブレット入力を強いることでもありません。自社の課題に合った領域からスモールスタートすることが成功の基本です。導入判断の3つのチェックポイントを整理します。
① 自社の課題タイプを特定できたか
設備の突発停止・品質のバラつき・属人化・在庫差異・欠品のうち、最も優先すべき課題はどれかを明確にする。課題が特定できれば、どのデバイス・どのフェーズから始めるかを絞り込めます。
② 費用感と導入イメージを持てたか
スモールスタートであれば初期費用数十万円から着手できます。自社の棚卸し工数・欠品損失・過剰在庫金額に当てはめて概算してみてください。
③ 次のアクションに進めるか
まずは課題が最も深刻な品目・工程を1つ選び、ベンダーへのデモ・PoC依頼から始めることをお勧めします。「期待した効果が出なければいったん止めてもいい」 という意識で全体計画が固まっていなくても、まずはスモールスタートで効果を確認しましょう。