在庫管理術
設備保全DXの進め方【失敗しない予知保全システム導入と保全品管理】

設備保全をとりまく課題を解決するために近年は、設備保全DXが注目されています。そのなかでも、高度なセンシング技術やAI学習機能を用いた予知保全システムは有効な手段とされています。
この記事では、設備保全DXを実際に進めるための予知保全システムの選定・導入STEP・保全品管理について、実務レベルで解説します。「どこから手をつければよいか」「失敗しない進め方は何か」を具体的に知りたい方はぜひご一読ください。
▶ 設備管理における「設備保全」の位置づけや保全管理との違いは、[設備管理とは?]を参照してください。
\ 設備保全のDXを保全品の在庫管理から始めるなら /
設備保全を取り巻く現状と課題
取り巻く現状|高度なオートメーション化&複雑な需要対応
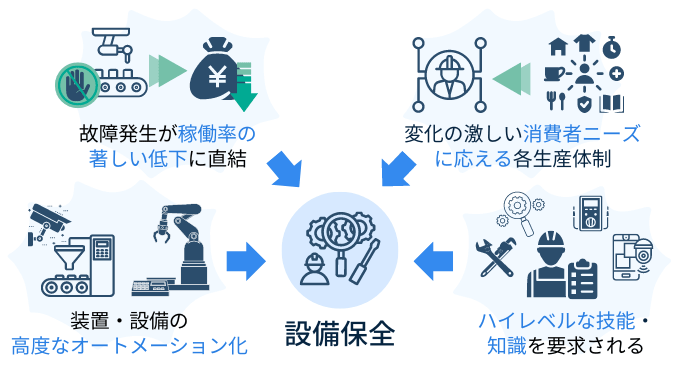
近年の製造業では、オートメーション化が急速に進んでいます。単純作業や重量物の搬送だけでなく、精緻な熟練工の技術がロボットアームで再現したり、目視の品質検査をライン内検査機で代替するケースも珍しくありません。
それだけではなく、変化の激しい消費者ニーズに対応するため、マスカスタマイゼーションや多品種少量生産・変種変量生産といった生産体制にシフトしていく製造業も増えています。
その結果、生産設備は高度化・緻密化・複雑化の一途をたどり、故障が発生すれば稼働率の著しい低下に直結します。設備・装置の未然故障防止・経年劣化への対応はもちろんのこと、ますます高度化する設備・装置をメンテナンスできる保全スタッフの確保・育成も、製造現場の重要な課題となっています。
課題|設備保全はDXに取り残されがち?
インダストリー4.0を起点に製造業のDXが進む一方で、設備保全だけが取り残されているケースは少なくありません。生産ラインはスマートファクトリー化が進んでいても、保全記録は紙やExcel、保全品の発注タイミングはベテラン担当者の経験と勘に依存したまま、という現場はまだ多いのが実情です。
オートメーション化が進んだ工場ほど、突発故障が生産全体に与えるダメージは大きくなります。設備保全のDX化は、コスト削減だけでなく、生産継続性を守る経営課題として位置づけ直す必要があります。
\設備保全のDXを保全品の在庫管理から始めるなら/
予知保全とは?わかりやすく解説
設備保全には次のように、
- 事後保全(BM / Breakdown Maintenance)
- 予防保全(TBM / Time Based Maintenance)
- 予知保全(CBM / Condition Based Maintenance)
の3つが代表的な保全活動として挙げられます。なかでも予知保全はセンシング技術などの向上に合わせて近年登場した保全概念であり、センサーとAIで設備の故障予兆をリアルタイムに検知する手法です。
以下では、予知保全(CBM)を軸とした設備保全DXを実現するために必要なテクノロジーと、失敗しない導入ステップを解説します。
設備保全DX成功のための「CBMテクノロジー」&「人材」を詳しく解説
センシング技術
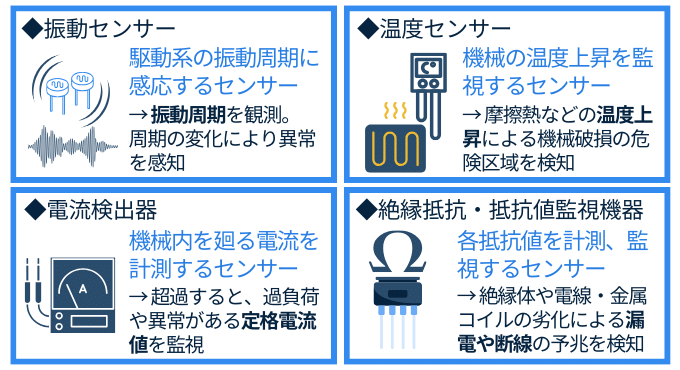
装置・設備の異常の予兆を捉えるセンサーや監視装置には次のような種類があります。
- 振動センサー
- 温度センサー
- 電流検出器
- 絶縁抵抗・抵抗値監視機器
振動センサーは直動・回転駆動それぞれに専用センサーがあり、駆動部分の振動周期を測定し、正常時と異なる変動を検知します。近年はノイズキャンセル技術の向上により、筐体や接合部の共鳴を除去して駆動部分のみを正確に捉えられるセンサーが増えています。
温度センサーは、動作中の装置・設備の摩擦熱をはじめさまざまな温度上昇を感知し、絶縁帯やベルト※1の破損による異常停止の予兆を捉えます。
電流検知器は機械内の電流を測定するセンサーです。定格電流値※2を超過している設備の過負荷を早期検知します。また絶縁抵抗値/抵抗値を監視するセンサーは、絶縁帯劣化による電流漏洩や電線・金属コイル酸化による断線の予兆把握に有効です。
※1:タイミングベルトやコンベアベルトなど、機械のパーツ同士を連動させるための部品
※2:装置・設備を安全に使用するための電流の上限値
AI学習機能
かつての予知保全システムは、センサーデータが閾値を超えた場合に「故障の予兆」と判定する仕組みが主流でした。この閾値設定には高い専門性が必要で、導入失敗につながるケースも少なくありませんでした。
現在はAI学習機能の実装が標準となっており、データ解析とアルゴリズム構築によって精度の高い故障診断が可能となりました。併せてAI導入のハードルは以前と比べて大きく下がっています。とはいえ、精度の最適化には導入後数ヶ月から1年以上の運用期間が必要な点は変わりません。
監視システムと監視体制
.png?width=680&height=346&name=Monitoring%20system%20for%20cbm%20(1).png)
予知保全システムが故障診断を行うと、診断データが上位システムに転送され、アラートが発信されます。重要なのは、そのアラートが上位システムのみに届くのか、保全スタッフの携帯端末にも通知されるのかを事前に確認することです。
ベンダー側のプランによっては端末のアカウント数や閲覧内容に制限があります。アラートの通知範囲は監視体制・勤務体制・人件費はもちろん、保全スタッフの日常的な作業動線にも影響するため、契約前に監視システムの詳細まで必ず確認しましょう。なお監視そのものをシステム側が請け負うサービスもあります。
人材育成
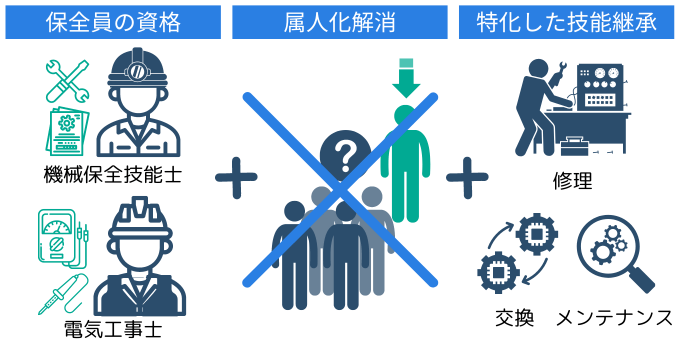
そもそも機械保全には、機械保全技能士※3と電気工事士※4の資格が必要です。ただし資格に限らず、複雑にカスタマイズされた装置や、長年にわたり修理しながら使用している機械などは、図面があったとしてもメンテナンスが属人化している場合があります。
そのうえ目の前の保全活動に追われて、修理・交換・メンテナンスで何かしら特化した技能継承に費やすリソースが割けないケースも。そういった場合には、予知保全システムの導入に合わせて、人材育成プログラムが組み込まれているシステムを選んだほうがよいでしょう。
※3:メンテナンス技能を証明する国家資格のこと。(公益社団法人 日本プラントメンテナンス協会HP)
※4:電気工事士とは、電気工事士法に基づく国家資格。資格を有さなければ電気工事・保守・点検の実施が許可されない業務独占資格。
導入サポート+アフターサービス
予知保全システムの導入では、センサーの選定や設置場所の決定、データ収集環境の構築などに高度な専門知識(センシング技術)が求められます。適切な種類のセンサーを適切な位置に設置できなければ十分なデータが取得できず、AIによる故障予測の精度やアルゴリズムの構築にも影響するため、導入支援が充実したベンダーを選ぶことが重要です。
また、運用開始後に故障診断やアラートの精度に課題が見つかるケースもあり、判明するまでに数ヶ月から1年以上かかることも少なくありません。その場合はセンシング方法や学習データ、アルゴリズムの見直しが必要となり、改善に長期間を要します。
そのため、導入時の支援だけでなく、運用後も継続的に無償・有償を問わず適切なサポートを受けられる体制があるかを事前に確認しておくことが大切です。
\設備保全のDXを保全品の在庫管理から始めるなら/
設備保全DXのための失敗しない導入STEP
.png?width=680&height=346&name=To%20succeed%20DX%20of%20Equipment%20maintenance%20(1).png)
ステップを進めるにあたり、設備保全DXをひとつのプロジェクトとして発足させ、責任者を明確にしておくのもDX推進のカギとなります。
Step① 課題整理とデータ確認
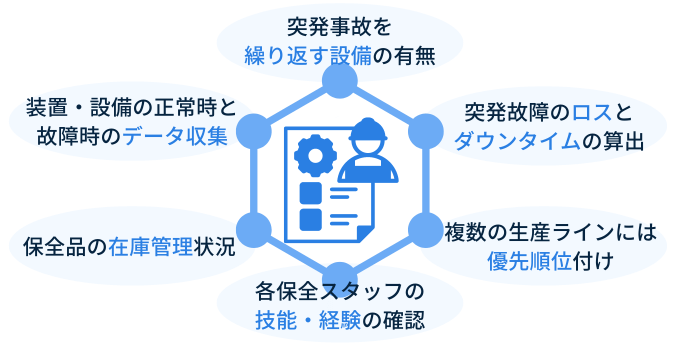
設備保全のDXを進める前に、まず自社設備の課題を以下のポイントで整理します。
- 突発故障を繰り返す装置・設備の有無
- 突発故障のダウンタイムを算出
- 突発故障のロスを算出
- 複数の生産ラインには優先順位※5を格付け
- 装置・設備の正常時データの収集
- 装置・設備ごとの故障データの収集
- 各保全スタッフの技能・経験の確認
- 保全品の在庫管理状況
突発故障を繰り返す装置・設備は、メンテナンスより先に設備能力の問題を疑いましょう。稼働時の負荷が設備能力を超えている場合は、耐荷重・耐摩耗性・定格電流値などの性能がより高い設備・装置への交換が先決です。
設備能力の問題を切り分けたうえで、ダウンタイムやロス(製品廃棄ロスを含む)を算出します。これはシステム導入の費用対効果を示す根拠になります。正常データと故障データ ※6は、予知保全に関するアルゴリズム構築の足がかりになりますが、データが少なくても、ゼロベース対応のシステムで補完可能です。
複数ラインがある場合は、ロスの大きさ・生産製品の重要度ごとに優先順位をつけ、スモールスタートの検証箇所選定(step③)に備えましょう。最後に、保全スタッフの技能継承体制と、保全品の調達リードタイム・在庫管理状況も整理しましょう。これらの要素はシステム導入後の運用精度に直結します。
※5:基本的にはロスの大きさで決定。他にもOEM専用生産ラインや短納期生産など複数軸で決めることもある。
※6:予防保全として常に安全圏で定期メンテナンス・交換を実施しており、故障データが極めて少ないという工場・生産ラインも多い。
Step② 予知保全システムの選定
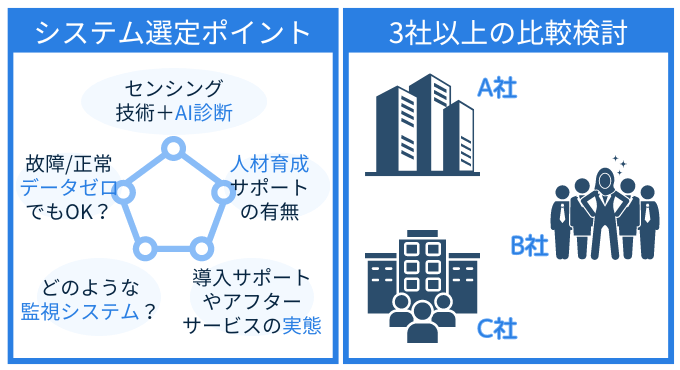
予知保全システムの選定では、以下の5点を軸に3社以上を比較検討しましょう。
- 少なくともセンシング技術+AI故障診断があるか
- 自社データが少ない場合に対応できるか
- 監視体制が自社の勤務体制に適合しているか
- 技能継承のプログラム・サポートがあるか
- 導入後のアフターサービスの実態はどうか
特に注意したいのが監視体制です。アラートの通知範囲によって保全スタッフの勤務体制や人件費に影響するため、事前に詳細を確認しておきましょう。またカスタマーサービスの対応品質も、システム会社の企業風土を見極める有効な判断材料になります
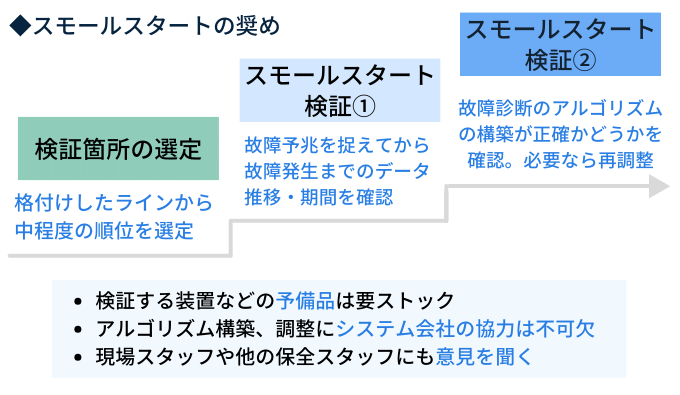
Step③ スモールスタートのための検証箇所選定
Step①で優先順位をつけた中から、中程度の生産ラインでスモールスタートするのがおすすめです。優先度が高いラインは検証時であっても予知保全システムに不具合に陥った際のダメージが大きく、低すぎるラインは効果検証に時間がかかりアルゴリズム構築の精度にも影響します。
日々稼働しながらも、計画外停止が発生してもクリティカルな状況に陥らないラインを選び、予備品をストックした状態でスタートするのがベストです。
Step④ 効果検証
スモールスタートの効果検証では、故障予兆の精度とアルゴリズムの妥当性を確認します。予兆から故障発生までのデータ推移を分析し、閾値やタイミングに問題があればシステム会社と連携して修正しましょう。
あわせてプロジェクトチーム以外の保全スタッフや現場の点検担当者の意見も確認しておくことが重要です。またシステム会社が現場全体のスタッフに対して適切にフォローできているかどうかも、本格導入後のサポート品質を見極めるポイントになります。
Step⑤ 見積比較・導入を展開
最後に、各社のシステム・サポート内容・見積りをスモールスタートの検証結果とあわせて比較検討しましょう。
定量効果(ダウンタイム削減・保全コスト低減)に加え、属人化解消や技能継承といった定性効果については導入事例を活用すると、経営側への説明材料として有効です。導入が承認されれば、優先順位が中程度の装置・設備を起点に、上下へ段階的に展開していきましょう。
\設備保全のDXを保全品の在庫管理から始めるなら/
保全品の管理はどうする?DXできる?
▶ 予備品・消耗品の管理方法やリスクベースのABC分析については「予備品管理とは?ダウンタイムを最小化するリスクベースの在庫戦略」で詳細を解説。
▶ 保全体制・資格・CMMSの選定については「保全管理とは?体制・資格・システム選定をわかりやすく解説」に記載しています。
保全品には大きく分けて、
- 機械予備品
- 機械消耗品
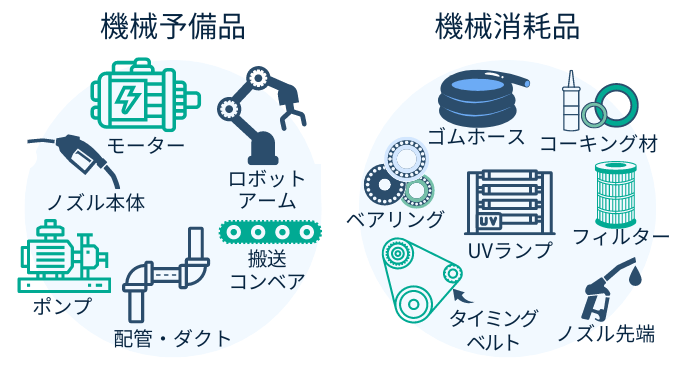
の2種類があります。機械予備品とは装置・設備の本体やパーツのこと。主に機械の筐体※8や接合部のパーツ、直動や回転部分の駆動部分がそれに当てはまります。また組立の際に使用する治具も機械予備品のひとつです。
一方で機械消耗品は、機械を円滑に駆動させるために必要なベアリングや円滑剤、生産環境のクリーン度を支えるHEPA/高性能フィルター、液体循環させるためのホースや漏れを防ぐコーキング剤が挙げられます。
機械消耗品の中には、樹脂硬化に使用されるUVランプや半導体の精緻なフォトレジストに使用されるような特定の波長を出す光源ランプもあります。これらは耐使用時間を超えると照度が落ちるなど、管理面での取り扱いにも注意が必要です。
※8:筐体とは、何かしらの機能を持つ電子機器や機械を収める箱やそれを覆うモノ
保全品管理が抱える課題
機械予備品は機械そのものを交換したり、型番が刷新された場合、それまで使っていたパーツが型落ちとなり使用できなくなるケースも。その場合、そのようなパーツは不動在庫となり在庫スペースやキャッシュフローを圧迫しがちです。
また、機械消耗品は倉庫以外にも生産現場の各拠点に点在して保管されていることが多く、さらに消費スピードが読みにくいというのが在庫管理におけるデメリットとなっています。
このような保全品の在庫管理の課題解決に、IoT重量計を用いた「スマートマットクラウド」が活躍します。
設備保全DXに関するよくある質問(FAQ)
Q1. 設備保全DXとは何ですか?具体的に何をDX化するのですか?
A. 設備保全DXとは、IoT・AI・クラウドなどを活用し、設備点検・保全計画・部品管理をデジタル化する取り組みです。点検履歴や稼働データを見える化し、経験や勘に頼らない保全業務を実現します。
Q2. 設備保全DXを進めるとどんなメリットがありますか?
A. 設備保全DXにより、人手不足への対応、突発故障の削減、保全業務の平準化が可能になります。予防保全DXや予知保全システムを導入することで、計画的なメンテナンスができ、設備停止リスクを抑えられます。
Q3. 設備保全DXが注目される背景や導入事例にはどんなものがありますか?
A. 製造業やインフラ分野はDX化が遅れている業界とされ、人材不足や老朽設備が課題です。設備保全DXでは、M2Xなどの設備保全システムや機器管理DXを活用し、保全業務の高度化を進める企業が増えています。
まとめ
設備保全DXは、予知保全システムの導入だけでなく、保全品の在庫管理のデジタル化をあわせて進めることで、現場の競争力が大きく変わります。まずは自社の課題を整理し、スモールスタートで効果を検証しながら横展開していくことが成功のカギです。
▼関連記事はこちら
- 設備管理とは?保全管理・設備保全との違いと業務範囲をわかりやすく解説
- 保全管理とは?体制・資格・システム選定を解説
- 予備品管理とは?ダウンタイムを最小化するリスクベースの在庫戦略
設備保全DXはIoT重量計の在庫管理「SmartMat cloud」で始める

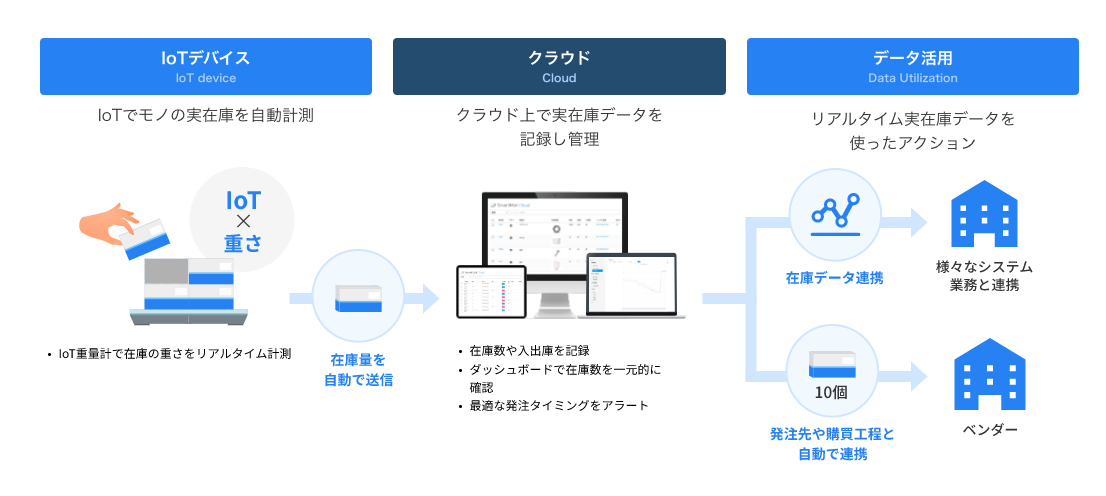
CSV編集機能やAPI連携・webhook搭載でさまざまな予知保全システムと連携可能な在庫管理システム「スマートマットクラウド」。IoT重量計にモノを載せるだけで、リアルタイムの重量変動データをクラウドを介して上位システムに転送します。
初期設定はIoT重量計(スマートマット)のシリアルナンバーとモノの情報(商品コード・商品名・1個/1袋当たりの重さ)を紐づけるだけでOK!スマートマットはサイズ展開も豊富でg単位からマルチマット使用で数百kgまで対応します。
閾値を下回った時の定量発注、もしくは在庫が減った分だけ発注する定期発注など、さまざまな発注を自動で行ってくれます。さらに過去の履歴データを学習し最適閾値や発注点を提案。
限られた保全要員だけではなかなか手が回らない、機械消耗品や予備品といった保全品の在庫管理や発注の自動化に寄与します。データ分析により機械消耗品の消費スピードを見える化し、発注点・閾値の最適解を提示。また各拠点に点在している消耗品をIoT重量計で一元管理することが可能です。
また装置や設備の刷新や型番の変更により、それまで使っていた予備品やパーツが不要となり、不動在庫化することも。そういった手が回りにくい保全品もIoT重量計で管理して置けば、不動在庫化を検知しお知らせ。キャッシュフローの正常化にも寄与します。
発注残管理や重複発注防止機能・学習機能など高度な情報処理能力を備えながらも、直感的で使いやすい管理システムと、「重量変動を検知する」というシンプルなプロダクトであるIoT重量計。
このIoT重量計を用いたスマートマットクラウドを使って、まずは保全品の在庫管理DXを達成してみませんか?
◆特徴
- 遠隔で在庫を一元管理:倉庫や各拠点の在庫を管理画面で遠隔かつ一元管理
- 自動発注:消費スピードが把握しきれない機械消耗品は自動発注で適正在庫を維持
- 不動在庫の検知:設備・装置の刷新や型番変更により、不動在庫化した保全品を検知
- シンプルなシステム:重量変動のリアルタイムデータをもとに分かりやすいシステム
空港を維持管理する膨大で煩雑な保全品の在庫管理をスマートマットクラウドでDXした導入事例
スマートマットクラウドは、現在多くの企業様に導入いただいています。スマートマットクラウドのリアルタイムIoT重量管理と自動発注で、手動管理では非効率であったさまざまな保全品の在庫管理をDXした事例をご紹介します。