在庫管理術
歩留まりとは?意味・計算方法・改善策を製造業向けにわかりやすく解説

製造業における「歩留まり」とは?
歩留まりとは?わかりやすく解説
製造業における「歩留まり」とは、生産された製品のうち良品の割合のことです。
歩留まり率とほぼ同義で使われる用語で、英語では“率”や“割合”を示すRateを使って「Yield Rate」として表現されます。
現場目線で具体的に説明すると、原料の投入量から期待される生産量に対し、実際に市場に出せる良品として完成した製品数量との比率として扱われます。
歩留まりの優劣は「高い・低い」で表現し、歩留まりが高ければ良品率が高く、投入された原料・生産ライン・生産方法・生産技術が優れているという指標になります。
一方で歩留まりが低いということは、製品の不良率や原料廃棄ロスが多く、製造コストの圧迫に繋がります。歩留まりが低くなる要因はさまざまですが、健全な経営状況を図るためには歩留まりを向上させる必要があります。

歩留まり率の計算方法と計算式
このパートをまとめると!
歩留まり率の基本式は「良品数÷生産数×100」ですが、製造業では原料ロスが前提となる工程もあり、その場合は2段階の計算が必要です。自社の製造方式がどちらに当たるかを確認した上で、正しい歩留まり率を把握しましょう。
基本の計算式
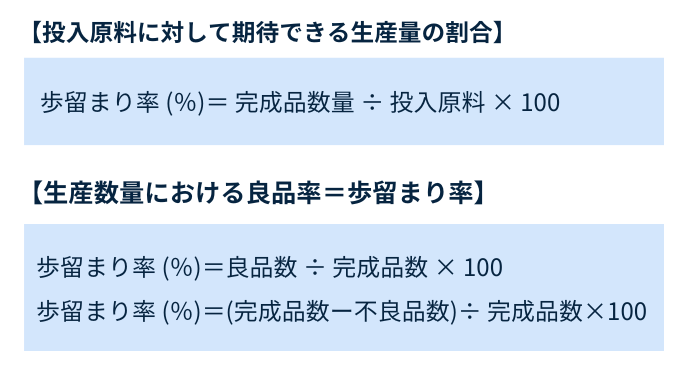
歩留まり率は、次の式で算出します。
歩留まり率(%)=(良品数 ÷ 生産数)× 100
例)100個生産して良品が95個であれば、歩留まり率は95%。
歩留まり率が高いほど、投入した材料・部品を無駄なく良品に変換できていることを意味します。
製造業では計算方法が2種類ある
製造業でも、歩留まりに関する考え方は大きく2通りに分けられます。
部品の組付/組立のようにBOMをベースに製品を製造する機械や装置メーカーは、原料となる部品の配膳セット100組に対し期待できる生産量は常に100個。そのため、歩留まり率は生産数量に対する良品数を把握するだけで算出できます。
一方、薬品や液体・粉体の配合/塗布のように配合表をベースに製品を製造する化学メーカーは、原料に対して期待できる生産量がそもそも100%ではない場合があります。生産技法や生産ラインによっては装置内に残留したり、生産中に飛沫することを前提として製造されるためです。
その場合の「投入原料に対して期待できる生産量の割合」は、例えば90%*1が正常的な値となります。さらに生産量のうち不良率*2が10%となった場合の歩留まり率は、
0.9-(0.9×0.1)×100%=81%となります。
*1:当該製品の原料廃棄量や完成品量の蓄積データから平均的な期待値を算出した値
*2:後述
つまり歩留まりを「原料に対して期待できる生産量」と「生産量のうち、良品と不良品」ふたつの考え方と計算方法の掛け合わせで歩留まり率を算出している2段階方式となります。
また可食部以外を廃棄する食品加工メーカーもどちらかというと、化学メーカーに近い歩留まり率の概念を持っています。
歩留まりを考える上で外せない「不良率」とは?
不良率とは生産工程のなかで発生する不良品の割合のこと。前述した歩留まりの考え方では必ずしも「歩留まり」の反対が「不良率」とはなりませんが、歩留まりが高ければ不良率が低い、歩留まりが低ければ不良率は高くなるのが一般的です。
また通常では、過去の生産履歴などから想定内の不良率の数値があり、それを基に生産効率の評価に利用されます。但し想定内の不良率を大きく逸脱すると、生産ラインの故障や原材料の品質異常、甚大なヒューマンエラーなど大きな異常やトラブルがあったと考えられます。
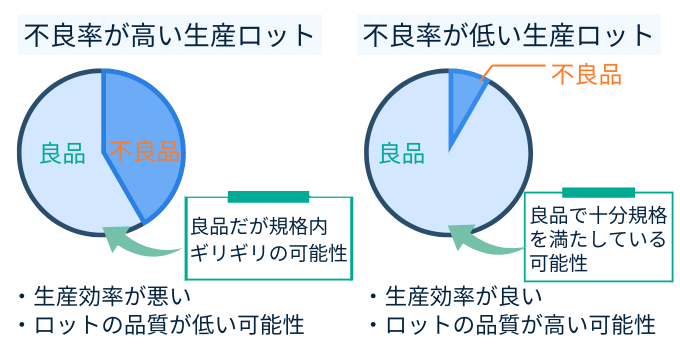
さらに生産ロットごとの不良率は、そのロットの品質評価の指標としても用いることが可能です。例えば、不良品が多ければ良品と認められる製品も規格の閾値ギリギリの品質のモノが多いと予測されるため、製品全体の品質基準が低いと見なされます。
逆に不良品が少なく、不良率が低ければ良品と認められる製品が十分に規格内にあると想定され、製品全体の品質基準が高いと考えることが可能です。このように、不良率は生産効率の評価はもちろん品質の評価に利用されることがあります。
▶︎関連記事:不良率【定義・PPM・歩留まり・許容範囲・原因と改善策】
歩留まり低下の要因と歩留まり向上のための改善点
歩留まり低下の要因
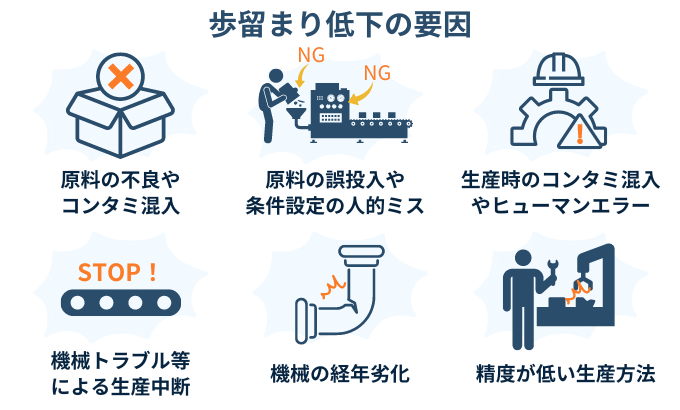
歩留まりの低下には以下のようにさまざまな要因があります。
- 原料に不良品がある
- 原料へのコンタミ*2混入
- 原料誤投入や機械条件設定誤りなど準備の人的ミス
- 生産時のコンタミ混入
- 生産時のヒューマンエラーによる不良品の発生
- 機械トラブル等の生産中断による不良品発生や原料ロス
- 機械の経年劣化による不良率の上昇傾向
- 精度の低い生産方法による不良率の向上
*2:コンタミとは、コンタミネーション(contamination)の略。不純物、もしくは不純物が混入すること。
歩留まり向上・改善のために必要なこと
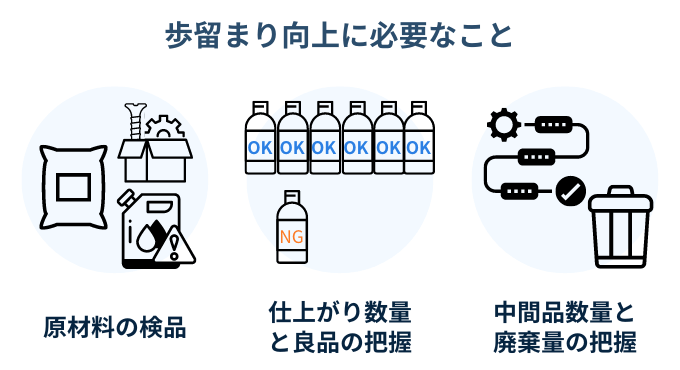
歩留まりを改善するには、どの段階で歩留まり低下の要因が発生しているかをまず知ることが先決です。
始めに使用する原料に異常がないかを確認します。納入時に規格に沿って検品する製造業もあれば、化学工業や食品加工では生産ライン投入直前に検品が必要な場合もあります。
また製造工程に入った後は、原料の投入量と良品の仕上がり量の正確な把握が必要となります。複数工程がある場合は、投入した原料とそれぞれの中間品、完成品の数量を正しく把握することが不可欠。生産ラインの仕組みや技法によっては、廃棄量の都度把握も歩留まり算出のために必要です。
このような工程間のモノや数量の流れは、IoT重量計によりリアルタイムで重量変動を検知するシステムで的確に把握することが可能です。
歩留まり低下箇所を早期発見し、要因解析を可能にする方法とは
IoT重量計を活用することで、製造工程の原料投入から中間品・完成品・廃棄量のモノと数量の流れをリアルタイムで把握できます。生産管理部署で遠隔から一元管理すれば、原料・中間品・廃棄量のイレギュラーな数量変動の早期発見が可能です。
また蓄積されたデータを月次や週次で解析することで、歩留まりが低くなりがちな工程や時間帯を可視化。複数工程や24時間稼働の生産現場では、さまざまな情報に埋もれやすい歩留まりを、「重さを測定し、データを転送する」というシンプルなシステムで洗い出し、問題解決の重要なトリガーとなり得ます。
歩留まり改善に関するよくある質問
Q1. 歩留まりとは何ですか?
A. 歩留まりとは、生産した製品のうち良品の割合を示す指標です。歩留まりが高いほど生産効率が良く、投入した原料やコストが無駄なく使われていることを意味します。逆に歩留まりが低いと不良率が高く、原料ロスや生産コストの増大につながります。
Q2. 歩留まりと不良率の違いは何ですか?
A. 歩留まりは「良品の割合」、不良率は「不良品の割合」を示します。両者は表裏の関係にあり、一般的には「歩留まり率+不良率=100%」と考えられます。ただし、業種によっては投入原料と完成品の差(残留・飛散など)を考慮するため、単純な反比例関係にならない場合もあります。
Q3. 歩留まりを改善するにはどうすればいいですか?
A. まずは歩留まり低下がどの工程で起きているかを特定することが重要です。IoT重量計などを用いて原料投入量や中間品・廃棄量をリアルタイムで計測し、異常な数量変動を検知することで原因の早期発見が可能になります。
スマートマットクラウドのようなIoTシステムを導入すれば、歩留まり低下のトリガーを自動で把握し、継続的な改善につなげることができます。
歩留まり低下のポイントをリアルタイムで特定できる「スマートマットクラウド 」
歩留まり悪化の本質的な原因を突き止め、持続的な改善を達成するには、現場の実重量をリアルタイムに把握することが効果的です。
スマートマットクラウドはリアルタイム実在庫の見える化で在庫管理、工程カイゼン・DXを進めるIoT SaaSプロダクトです。IoT重量計で現場のモノの動きを捉え在庫管理を自動化、さらに工程内のモノの流れを分析し問題を見える化します。
原料・中間品・廃棄品・完成品の重量推移をクラウド上でデータ管理できます。イレギュラーな重量変化を早期発見し、またデータの蓄積により歩留まりが低くなりがちな工程や時間帯を見える化。歩留まり低下ポイントの特定に貢献します。
さまざまな自動発注に対応
お客様の発注先に合わせた文面でメール・FAXの送信が可能です。
在庫圧縮を促進
推移を把握できるグラフで適切な在庫量を判断し、在庫圧縮を促進します。
置く場所を選びません
スマートマットはA3サイズ〜A6サイズまでの4サイズ展開。ケーブルレスで、冷蔵庫・冷凍庫利用も可能。
API・CSVでのシステム連携実績も多数
自社システムや他社システムと連携を行い、より在庫管理効率UPを実現します。
AI x IoTで在庫最適化をし続けられる
スマートマットは、最新データ(入出庫の理論値ではなく、現場の実数データ)を溜め続けます。
そして、その大量データをAIが監視・解釈・検知。問題をタイムリーに抽出して改善を提案するので、常に在庫の最適化をし続けることができます。